20
年專注于電纜附件的生產(chǎn)與研發(fā)
 咨詢熱線
0577-62768889
咨詢熱線
0577-62768889


1.裝置工藝流程圖
電纜附件裝置工藝流程圖如圖1所示。
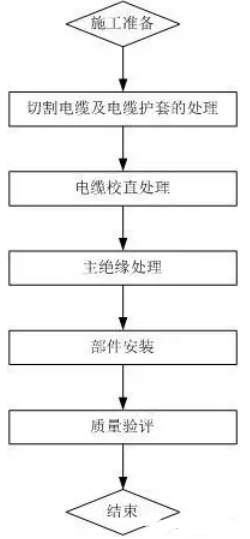
圖1電纜附件裝置工藝流程圖
2.一般規(guī)則和準備工作
(1)裝置電纜附件前,應(yīng)做好施工用工用具檢查,保證施工用工用具徹底無缺,便于操作。
(2)裝置電纜附件前,應(yīng)做好施工用電源及照明檢查,保證施工用電源及照明裝置能夠正常工作。
(3)裝置電纜附件前,應(yīng)檢查電纜,并符合下列要求:
1電纜狀況良好,電纜無受潮進水、無明顯機械損害等不良缺點;
2電纜相位正確,內(nèi)、外護套耐壓試驗合格。
(4)裝置電纜附件前,應(yīng)檢查電纜附件材料,并符合下列要求:
1電纜附件規(guī)范應(yīng)與電纜匹配,零部件應(yīng)徹底無損害,絕緣材料不得受潮、過期;
2各類消耗材料齊備。清潔絕緣表面的溶劑宜遵從工藝要求準備徹底;
3支架定位裝置完畢,保證作業(yè)面水平。
(5)電纜附件裝置現(xiàn)場作業(yè)指導書、合格證等材料徹底。
3.切開電纜、電纜護套、金屬鎧裝層的處理及供認究竟切開方位
(1)先將電纜調(diào)直,做好終端方位符號,再將電纜移至暫時施工方位,并固定。
(2)檢查電纜長度,保證在制造電纜終端時有滿足的長度和恰當?shù)挠嗔俊?
(3)依據(jù)裝置工藝要求供認的方位剝除電纜外護層、金屬鎧裝層及內(nèi)護套層,剝除金屬鎧裝層及內(nèi)護套層時應(yīng)嚴峻控制堵截深度,嚴禁堵截過深而損壞電纜內(nèi)護套及電纜的內(nèi)部結(jié)構(gòu),金屬鎧裝層斷口盡量規(guī)整,要進行處理以去除尖口及剩下金屬碎屑。剝切電纜本道工序時不得傷及下一結(jié)構(gòu)層。
(4)如電纜外護套表面有半導電層,將終端施工規(guī)劃內(nèi)的外護層表面半導電層處理潔凈,關(guān)于該電壓段電壓等級的電纜大多數(shù)情況下電纜外護套沒有半導電層。
(5)如是三芯電纜,需進行整形分相,然后依據(jù)裝置工藝要求,供認電纜究竟切開方位。
4.絕緣處理
(1)按照供貨商供給的規(guī)范供認絕緣、絕緣屏蔽的長度。
(2)選用專用的切削刀具或玻璃去除電纜絕緣屏蔽,絕緣屏蔽與絕緣層間應(yīng)構(gòu)成潤滑過渡,過渡部分錐形長度宜控制在3~5 mm。打磨過絕緣屏蔽的砂紙阻撓再用來打磨電纜絕緣。處理過的屏蔽層斷口不應(yīng)有凹槽、缺口或突起。
(3)如供貨商還有工藝規(guī)則,應(yīng)嚴峻按照工藝指導書操作。
(4)電纜絕緣處理前應(yīng)檢測電纜絕緣以及預(yù)制件規(guī)范,供認上述規(guī)范是否符合裝置工藝要求。
(5)電纜絕緣表面應(yīng)進行打磨拋光處理,一般宜選用240-400號及以上砂紙。初度打磨可運用打磨機或240號砂紙進行粗拋,并按照由小至大的次序選擇砂紙進行打磨。打磨時每一號砂紙應(yīng)從兩個方向打磨10遍以上,直到上一號砂紙的痕跡消失。打磨電纜時應(yīng)從導體端向半導電屏蔽方向打磨,打磨電纜屏蔽層的砂紙不得用于打磨電纜絕緣。
(6)如附件供貨商還有拋光工藝要求,按工藝施行。
(7)打磨處理后應(yīng)檢測絕緣表面直徑。檢測時至少選擇三個檢測點,如圖2所示,每個檢測點應(yīng)在同一平面至少測兩次,保證絕緣表面的直徑抵達規(guī)劃圖紙所規(guī)則的規(guī)范規(guī)劃,檢測完畢應(yīng)再次打磨拋光檢測點去除痕跡。
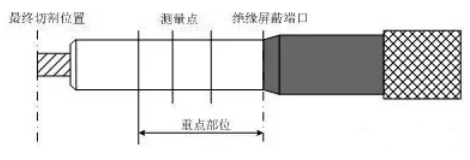
圖2電纜絕緣表面直徑檢測
(8)打磨拋光處理完畢后,絕緣表面的粗糙度(目視檢測)宜按照工藝要求施行,無目視可見的顆粒、劃痕、雜質(zhì)、凹槽或突起。
(9)絕緣處理完畢后,用工藝規(guī)則的清潔紙將絕緣表面清潔并晾干,清潔方向應(yīng)從導體端向絕緣屏蔽方向進行清潔,之后及時用潔凈的塑料薄膜掩蓋絕緣表面,避免塵土和其他污染物黏附。
5.裝置預(yù)制絕緣件
(1)在裝置前,對硅脂、硅油等絕緣潤滑劑進行檢查,保證無污染、無受潮,符合供貨商工藝及規(guī)范規(guī)則要求。
(2)堅持電纜絕緣的單調(diào)和清潔。
(3)施工過程中應(yīng)避免損害電纜絕緣。
(4)鏟除處理后的電纜絕緣表面上悉數(shù)半導電材料的痕跡。
(5)涂抹硅脂或硅油等絕緣潤滑劑時,應(yīng)運用清潔的專用手套。
(6)在套入預(yù)制絕緣件之前應(yīng)清潔粘在電纜絕緣表面上的塵土或其它任何殘留物,清潔方向應(yīng)分別由絕緣層朝向絕緣屏蔽層和絕緣層朝向?qū)w。
6.導體聯(lián)接
(1)導體聯(lián)接前應(yīng)將預(yù)制橡膠絕緣件等部件按照工藝要求的次序預(yù)先套入電纜。
(2)導體聯(lián)接方法宜選用機械壓力聯(lián)接方法,如選用緊縮聯(lián)接,應(yīng)選用圍壓壓接法。如供貨商有特別工藝要求應(yīng)按照工藝施行。
(3)選用圍壓壓接法進行導體聯(lián)接時應(yīng)滿足下列要求:
1壓接前應(yīng)檢查核對聯(lián)接金具和壓接模具,選用適宜的接線端子、壓接模具和壓接機;
2壓接前應(yīng)鏟除導體表面污跡與毛刺;
3壓接前應(yīng)檢查兩端電纜是否在一向線上;
4壓接時導體刺進長度應(yīng)滿足工藝要求;
5壓接次序可參照GB/T 14315—2008附錄C的要求;
6壓接前,檢查接線端子與導體是否平直。圍壓壓接每壓一次,在壓模合攏到位后應(yīng)停留10s~15s,使壓接部位金屬塑性變形抵達穩(wěn)定壓接完成后應(yīng)供認接納延伸的長度符合工藝要求;
7在壓接部位,圍壓構(gòu)成的邊應(yīng)各清閑同一個平面上;
8緊縮比宜控制在15%~25%;
9切開導體分塊間的分隔紙(壓接部分)應(yīng)在壓接前去除;
10圍壓壓接后,應(yīng)對壓接部位進行處理。壓接后聯(lián)接金具表面應(yīng)潤滑,并鏟除悉數(shù)的金屬屑末、壓接痕跡。壓接后聯(lián)接金具表面不應(yīng)有裂紋和毛刺,悉數(shù)邊際處不應(yīng)有頂級。電纜導體與接線端子應(yīng)垂直無翹曲。
7.接地與密封收尾處理
(1)選用防水帶、防水膠及熱縮護套管方法密封,操作方法應(yīng)滿足工藝要求。
(2)繞包防水帶、防水膠時,留心繞包的方法方法,防水可靠,應(yīng)滿足工藝要求。
(3)縮短熱縮護套管時,應(yīng)滿足工藝要求。
(4)終端裝置后,需對終端下端的電纜進行固定。
-
聯(lián)系電話
-
微信掃一掃
